
Procedura per creare i file G-Code (utilizzando il plugin PCB-gcode per EAGLE )
necessari per realizzare PCB con la 3Drag, mediante fresatura
Per creare un PCB con la 3Drag, mediante fresatura, è necessario avere a disposizione i file G-Code per la scontornatura delle piste e la realizzazione dei fori relativi al circuito stampato stesso. In questa sezione descriviamo come ottenere questi file G-Code utilizzando un plugin specifico per il noto software di progettazione PCB “EAGLE”.
Nota: questa operazione può essere condotta solamente se il PCB che si desidera realizzare è stato creato con EAGLE.
Il plugin PCB-gcode, molto semplice da utilizzare, consente di creare i file G-Code per scontornare le piste del top copper, bottom copper ed anche quello relativo alla foratura della basetta creata con il programma freeware EAGLE. Permette inoltre di definire l’estensione del file da esportare (.nc) in modo che sia compatibile con Repetier-Host.
Di seguito viene descritta la procedura per realizzare un semplicissimo PCB a singola faccia mediante incisione a fresa.
– Come prima operazione scaricare il software EAGLE dall’area download di CadSoft (http://www.cadsoftusa.com/download-eagle/?language=en) scegliendo la versione per il proprio sistema operativo. Per Windows e Linux i files si trovano: http://www.cadsoft.de/download-eagle/.
– Effettuare l’installazione di EAGLE freeware lanciando il file .exe
– Effettuare il download di PCB-gcode (versione presa in considerazione: 3.6.0.4) dal sito http://groups.yahoo.com/neo/groups/pcb-gcode/files/!%20Software (è necessario avere un account YAHOO) oppure scaricare dai forum dedicati (ad esempio http://pcbgcode.org/read.php?12,803,803).
– Decomprimere la cartella, quindi copiare i file nella cartella ULP di EAGLE.
– Avviare EAGLE, cliccare su File/Open/Board e selezionare il file del PCB che si desidera realizzare mediante fresatura.

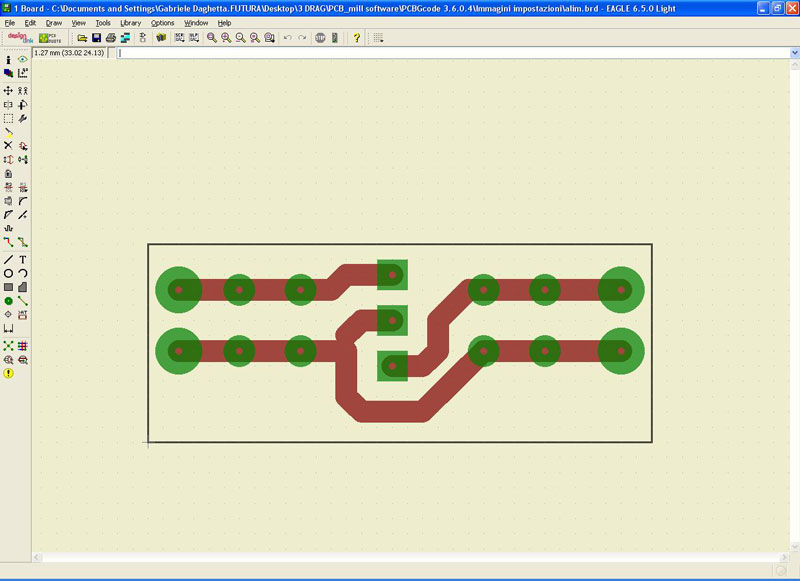
Effettuare il mirror del circuito stampato ed allineare l’angolo inferiore sinistro della basetta con il punto di origine del foglio di lavoro. Questa operazione serve per mantenere il PCB all’interno del piano di lavoro e per orientare il PCB in modo che il lato rame da lavorare (definito “Bottom Copper”) sia rivolto verso l’alto.
Nota: si consiglia di impostare un unico valore per il foro centrale di tutte le piazzole in modo da utilizzare un’unica punta di foratura.
Configurazione parametri PCB-gcode
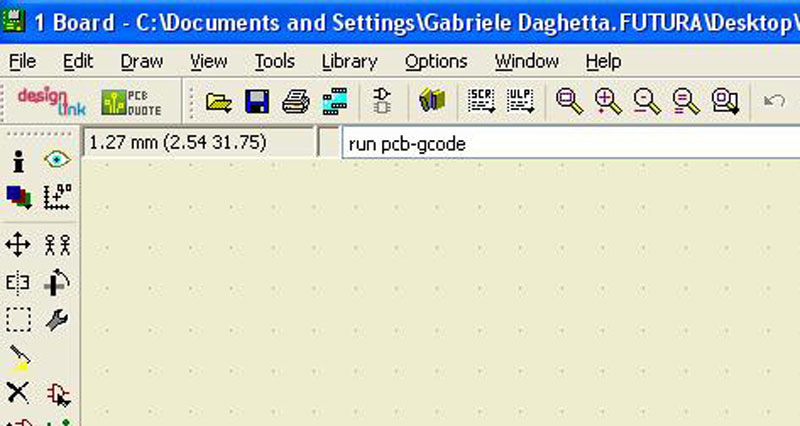
– Avviare PCB-gcode digitando nella command line: run pcb-gcode-setup

Immediatamente apparirà la schermata di seguito riportata; scegliere il G-code più adatto alla nostra macchina ovvero C:/Program Files (x86)/EAGLE-6.5.0/ulp/profiles/generic.pp e premere “Accept”

Dopo l’invio apparirà la finestra seguente in cui sono disponibili diverse cartelle di configurazione (Generation Options, Machine, GCode Style, GCode options….):
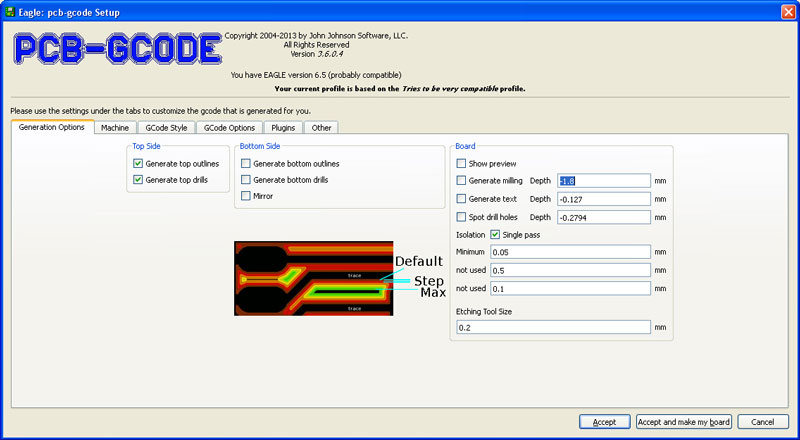
Nella cartella “Generation Options” spuntare le due voci presenti sotto “Top Side” e la voce Single pass di “Isolation”. Quest’ultima permette di effettuare il contorno delle piste con un’unica passata dell’utensile.
Impostare un valore per l’isolamento minimo (Minimum) e la dimensione della punta dell’utensile di fresatura utilizzato (Etching Tool Size), ad esempio 0,2mm.
Nota: l’unità di misura “mm” deve essere impostata nella scheda “Machine”.
Nella cartella “Machine” è necessario Impostare, oltre all’unità di misura (mm, Mils, ecc…), anche i parametri relativi agli avanzamenti della macchina ovvero i “Feed Rates” (300 mm/min per X e Y e 100 mm/min per Z), i posizionamenti dello Z …
Z High: sollevamento massimo dello Z (es. 5 mm);
Z Up: sollevamento dello Z durante lo spostamento da un punto all’altro (es. 0,8 mm);
Z Down: profondità di incisione (es. 0,1 mm);
Drill Depth: profondità di foratura (es. 1,8 mm, dipende dallo spessore della basetta);
Drill Dwell: tempo di attesa prima della risalita della punta di foratura (es. 0,5 s)
…….la posizione per il cambio utensile (non viene effettuato alcun cambio di punta) ed altri parametri non presi in considerazione per la realizzazione del PCB.
Nota: il manuale completo di PCB-gcode (pcbgcode.pdf) è disponibile sotto la cartella “docs” del programma pcb-gcode-3.6.0.4 scaricato.

La cartella “GCode Options” permette di scegliere se inserire commenti nel G-code generato (nel nostro caso non deve essere spuntata alcuna voce), se utilizzare un G-code personalizzato ed altro ancora. Ai fini della realizzazione del nostro PCB abbiamo spuntato solamente la voce “Use simple drill code” (che permette di ottenere un G-code di foratura compatibile con Repetier-Host) e definito “nc” come Extension (sempre per rendere compatibile con Repetier-Host i file generati). Le ultime 2 cartelle (Plugins e Other) non sono state prese in considerazione.

Dopo aver impostato i parametri di PCB-gcode, fare click su Accept per confermare le proprie scelte (la finestra di setup si chiuderà e a monitor riapparirà la schermata del Board Editor con il proprio PCB.
Per creare i file G-code utili per l’incisione delle piste e la foratura della propria basetta, digitare nell’apposito campo run pcb-gcode e premere invio.
Impostazioni Repetier-Host e importazione/modifiche G-Code
Aprire Repetier Host, selezionare “CNC Router” (da “Impostazioni Stampante” in alto a destra, indicato dalla freccia rossa)
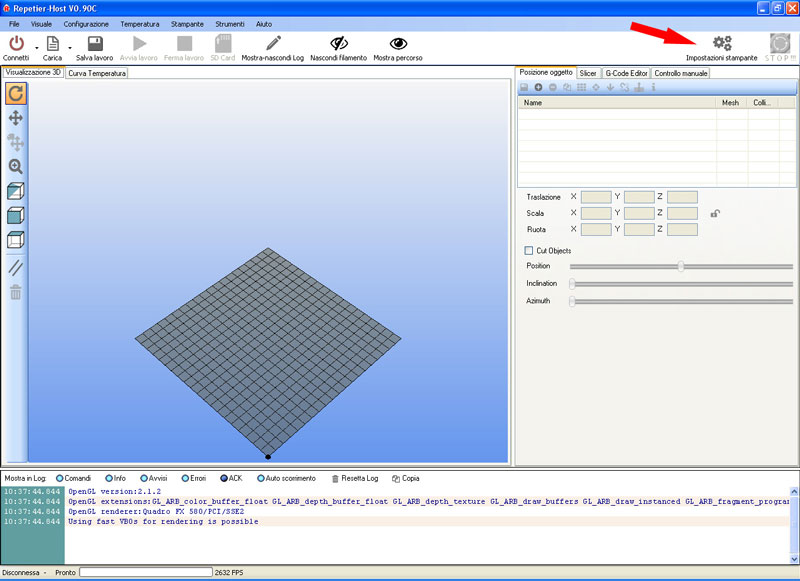
e impostare i parametri come di seguito indicato:

Caricare in Repetier-Host il Gcode xxx.top.etch.nc ovvero il file relativo al percorso utensile del PCB che si desidera realizzare (xxx rappresenta il nome assegnato al PCB, in questo caso “alim”).

Nella finestra di visualizzazione 3D appariranno i contorni delle tracce del PCB che verrà realizzato mediante fresatura (Mostra Filamento e Mostra percorso devono essere attivi).
Da “Print Preview” selezionare “Edit G-Code”
Da G-Code Editor eliminare le righe iniziali in cui compaiono le parentesi tonde (in questo caso solamente la seconda riga di comando).

Cliccare sulla riga numero 1 del G-Code quindi premere 2 volte invio; così facendo verranno aggiunte 2 nuove righe vuote.
Inserire nella prima riga il seguente codice
G92 X0 Y0 Z0 ;offset del sistema di coordinate, imposta X0 Y0 Z0 come punto di partenza;
e nella seconda quest’altro
G01 F500 ;movimento lineare con velocità di 500 mm/min

Scorrere l’intero G-Code fino a raggiungere l’ultima riga; cliccare su quest’ultima e premere invio. Verrà creata una nuova riga vuota dove dovrà essere inserito il seguente comando:
G01 X0 Y0 F500 ;torna alla posizione X0 Y0 con movimento lineare di 500 mm/min) e salvarlo.

quindi cliccare sull’icona disco per salvarlo.
Queste modifiche servono per definire l’offset del sistema di coordinate in modo che la macchina operi nell’area desiderata e torni al punto di partenza terminata la lavorazione.
Preparazione della macchina CNC
Inserire e bloccare nelle pinze dell’elettromandrino il bulino per l’incisione, con dimensione della punta identica a quella definita nelle impostazioni di PCB-gcode (consigliato bulino in metallo duro in quanto la vetronite è altamente abrasiva!!!) lasciandolo sporgere il minimo indispensabile, onde evitare vibrazioni e run out eccessivi.

Avvicinare il più possibile l’utensile al piano sacrificale in modo da sfiorarlo. Muovere il piano in tutte le direzioni per verificare che la distanza dall’utensile sia costante. Effettuare una pre-regolazione del piatto della stampante, agendo sulle apposite manopole, in modo che sia il più possibile complanare con l’utensile.

Fissare sul piano sacrificale, con del biadesivo, la basetta ramata da lavorare.

Dopo aver fissato la basetta col biadesivo è necessario effettuare una regolazione fine agendo sulle apposite manopole, in modo che la basetta sia complanare con l’utensile (per eseguire l’operazione è possibile procedere come in precedenza avvicinando la punta dell’utensile alla basetta quindi muovendo lentamente il piatto in direzione X e Y in modo che la distanza rimanga il più possibile costante su tutto la superficie della basetta; in alternativa è possibile utilizzare un comparatore con apposito adattatore -quello stampato in precedenza- inserito nel collare previsto per l’elettromandrino come visibile nelle foto seguenti).



Avvio incisione contorno piste
Abbassare l’asse Z (utilizzando il controllo manuale di Repetier-Host) quanto basta per avvicinare il bulino alla basetta (circa 2-3 mm) quindi regolare gli assi X e Y per posizionare l’utensile in corrispondenza dell’origine del PCB che si vuole incidere. Ora, accendere l’elettromandrino, impostare la velocità massima quindi ruotare manualmente (molto lentamente) l’albero del motore Z per abbassare il braccio della macchina fino a sfiorare con la punta del bulino il PCB. L’azzeramento corretto si ottiene quando l’utensile inizia a “lucidare” il rame sottostante senza inciderlo.
Ora premere il pulsante “Avvia Lavoro” di Repetier-Host; la macchina eseguirà la scontornatura del PCB come programmato. Terminata l’incisione, l’elettroutensile verrà riportato esattamente al punto di partenza. Si raccomanda di non modificare questa posizione onde evitare un disallineamento dei fori che verranno eseguiti successivamente!
Spegnere l’elettromandrino.
Avvio foratura
Caricare in Repetier il Gcode xxx.top.drill.nc ovvero il file relativo al piano di foratura del PCB appena inciso (creato in precedenza con PCB-gcode), nel nostro caso “alim.top.drill”.

Nella finestra di visualizzazione 3D appariranno i percorsi dell’utensile di foratura (Mostra Filamento e Mostra percorso devono essere attivi).
Da G-Code Editor, eliminare le righe iniziali in cui compaiono le parentesi tonde (in questo caso la prima, la seconda e la quarta riga di comando).


Seguire la stessa procedura utilizzata per la modifica del G-Code relativa all’incisione delle piste ovvero inserire nella prima riga il seguente codice
G92 X0 Y0 Z0 ;offset del sistema di coordinate, imposta X0 Y0 Z0 come punto di partenza;
e nella seconda quest’altro
G01 F500 ;movimento lineare con velocità di 500 mm/min
Ora scorrere l’intero G-Code fino a raggiungere l’ultima riga; cliccare su quest’ultima e premere invio. Verrà creata una nuova riga vuota dove dovrà essere inserito il seguente comando:
G01 X0 Y0 F500 ;torna alla posizione X0 Y0 con movimento lineare di 500 mm/min) e salvarlo.
Sollevare di una decina di centimetri l’asse Z agendo sui tasti del controllo manuale (attenzione a non muovere X e Y!!) e sostituire il bulino con una punta per foratura di adeguato diametro (ad esempio 0,8 mm).
Dopo aver serrato la punta nel mandrino, far scendere nuovamente l’asse Z fino a posizionare la punta a circa 1-2 mm dalla piastra ramata. Ora, accendere l’elettromandrino e ruotare manualmente (molto lentamente) l’albero del motore Z per abbassare il braccio della macchina fino a sfiorare con la punta il PCB. Il punto di contatto dovrebbe coincidere con il punto di contatto precedentemente definito con l’utensile per incisione.
Nota: si consiglia di eseguire questa operazione manualmente onde evitare di rompere la punta a causa di un’errata selezione dell’avanzamento dal pannello di controllo manuale di Repetier-Host.
Premere quindi il pulsante “Avvia Lavoro” di Repetier-Host; la macchina eseguirà la foratura prevista per il PCB terminata la quale si riposizionerà nelle coordinate X0 Y0.
Spegnere l’elettromandrino.
Il PCB è stato realizzato dalla macchina esattamente come da progetto EAGLE !
Guarda il Video!
Torna alla pagina principale.