
Procedura per creare i file G-Code da un qualsiasi file gerber (utilizzando il software PCBMill)
necessario per realizzare PCB con la 3Drag, mediante fresatura
Per creare un PCB con la 3Drag, mediante fresatura, è necessario avere a disposizione i file G-Code per la scontornatura delle piste e la realizzazione dei fori relativi al circuito stampato stesso. In questa sezione descriviamo come ottenere questi file G-Code, partendo da un file gerber creato mediante qualsiasi software di progettazione per PCB; per la conversione utilizziamo il software gratuito PCBMill (fornito dall’azienda CNCdrive).
Questo software è molto semplice ed intuitivo e permette di ottenere file in formato G-Code importabili senza alcun problema in Repetier Host. La realizzazione del circuito stampato prevede l’impiego di un bulino per effettuare l’incisione delle piste e di una punta di diametro adeguato per la foratura, entrambi da montare, prima uno e poi l’altro, nell’elettromandrino.
– Come prima operazione scaricare il software PCBMill (PCB engraving software tool) dall’area download di CNCdrive sotto la sezione ”Software tools (freeware)” (http://cncdrive.com/downloads.html).
– Decomprimere i file e installare il software facendo doppio click sul file “Setup” (seguire le indicazioni che appariranno a video).
– Terminata l’installazione, lanciare PCBMill cliccando sulla relativa icona.
Impostazioni PCBMill
Prima di tutto è necessario effettuare le impostazioni del programma al fine di ottenere dei file G-Code corretti.
Cliccare su PCBMill -> Settings (si aprirà la seguente finestra):

Il menu Settings è diviso in tre parti.
La prima parte “Mill settings” permette di impostare alcuni parametri necessari per la creazione del G-Code relativa all’incisione per le piste, come ad esempio la velocità di avanzamento, la profondità dell’incisione, ecc. Consigliamo di attenersi ai parametri che riportiamo (visibili nella finestra sopra riportata). L’unica cosa che si dovrà impostare è il Tool diameter che dipende dalla fresa (bulino) che verrà utilizzata (nel nostro caso 0.15 mm).
La seconda parte “Drill settings” riguarda le impostazioni per la foratura dei CS.
La terza parte è relativa alla generazione del G-Code (lasciare i parametri di default).
Creazione dei file G-Code
Prima di utilizzare PCBMill, è necessario aver a disposizione il file gerber relativo al PCB che si desidera realizzare mediante fresatura.
Nota: il file gerber deve essere relativo al “Mirror” del circuito stampato stesso in modo che, il “Lato rame” (definito normalmente come Bottom Copper), rimanga rivolto verso l’alto, condizione necessaria per una corretta incisione.
Dal menu file selezionare Open Gerber e aprire il file relativo alle piste (es. Bottom Copper.gbr).

Automaticamente il software realizza il G-Code relativo alla scontornatura delle piste.

I codice può essere visualizzato selezionando la voce Export -> Milling G-Code:


Impostazioni Repetier-Host e importazione/modifiche G-Code
Aprire Repetier Host, selezionare “CNC Router” (da “Impostazioni Stampante” in alto a destra, indicato dalla freccia rossa):

e impostare i parametri come di seguito indicato:

Per visualizzare correttamente sia l’incisione che il percorso dell’utensile selezionare “Show Filament” e “Show Travel“.

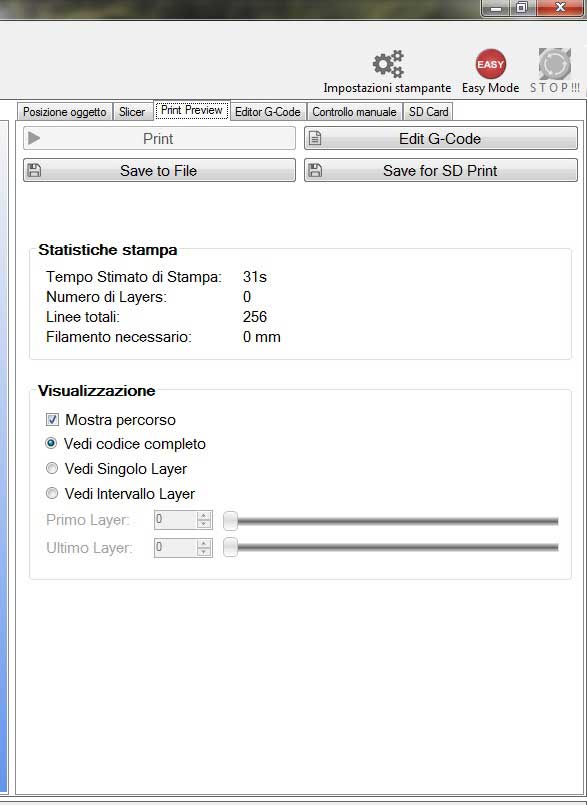
Da “Print Preview” selezionare “Edit G-Code”
Importare nel G-Code Editor di Repetier-Host (semplicemente con un copia incolla) il G-Code relativo alla fresatura delle piste, generato precedentemente con PCBMill, visibile nella seguente immagine:
L’unica accortezza è quella di eliminare le prime 5 righe del G-Code, ovvero quelle che iniziano con %
%~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
% File was created with PCBMill V1.0
% Date:2013.11.19 04:36:26
% PCBMill codegenerator is powered by CNCdrive
%~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~

Repetier-Host è in grado di interpretare senza alcun problema il G-Code creato da PCBMill (in cui sono state eliminare manualmente le prime 5 righe), tuttavia prima di partire con l’incisione è bene definire il G-Code iniziale e quello finale per imporre alla macchina la posizione di partenza e quella di termine lavoro. Questa operazione è molto semplice da eseguire in Repetier:
Cliccare sulla riga numero 1 del G-Code quindi premere 2 volte invio; così facendo verranno aggiunte 2 nuove righe vuote.
Inserire nella prima riga il seguente codice
G92 X0 Y0 Z0 ;offset del sistema di coordinate, imposta X0 Y0 Z0 come punto di partenza;
e nella seconda quest’altro
G01 F500 ;movimento lineare con velocità di 500 mm/min

Scorrere l’intero G-Code fino a raggiungere l’ultima riga; cliccare su quest’ultima e premere invio. Verrà creata una nuova riga vuota dove dovrà essere inserito il seguente comando:
G01 X0 Y0 F500 ;torna alla posizione X0 Y0 con movimento lineare di 500 mm/min) e salvarlo.

quindi cliccare sull’icona disco per salvarlo.
Preparazione della macchina CNC
Inserire e bloccare nelle pinze dell’elettromandrino il bulino per l’incisione, con dimensione della punta identica a quella definita nelle impostazioni di PCBMill (consigliato bulino in metallo duro in quanto la vetronite è altamente abrasiva!!!) lasciandolo sporgere il minimo indispensabile, onde evitare vibrazioni e run out eccessivi.

Avvicinare il più possibile l’utensile al piano sacrificale in modo da sfiorarlo. Muovere il piano in tutte le direzioni per verificare che la distanza dall’utensile sia costante. Effettuare una pre-regolazione del piatto della stampante, agendo sulle apposite manopole, in modo che sia il più possibile complanare con l’utensile.

Fissare sul piano sacrificale, con del biadesivo, la basetta ramata da lavorare.

Dopo aver fissato la basetta col biadesivo è necessario effettuare una regolazione fine agendo sulle apposite manopole, in modo che la basetta sia complanare con l’utensile (per eseguire l’operazione è possibile procedere come in precedenza avvicinando la punta dell’utensile alla basetta quindi muovendo lentamente il piatto in direzione X e Y in modo che la distanza rimanga il più possibile costante su tutto la superficie della basetta; in alternativa è possibile utilizzare un comparatore con apposito adattatore -quello stampato in precedenza- inserito nel collare previsto per l’elettromandrino come visibile nelle foto seguenti:



Avvio incisione contorno piste
Abbassare l’asse Z (utilizzando il controllo manuale di Repetier-Host) quanto basta per avvicinare il bulino alla basetta (circa 2-3 mm) quindi regolare gli assi X e Y per posizionare l’utensile in corrispondenza dell’origine del PCB che si vuole incidere. Ora, accendere l’elettromandrino, impostare la massima velocità quindi ruotare manualmente (molto lentamente) l’albero del motore Z per abbassare il braccio della macchina fino a sfiorare con la punta del bulino il PCB. L’azzeramento corretto si ottiene quando l’utensile inizia a “lucidare” il rame sottostante senza inciderlo.
Ora premere il pulsante “Avvia Lavoro” di Repetier-Host; la macchina eseguirà la scontornatura del PCB come programmato. Terminata l’incisione l’elettroutensile verrà riportato esattamente al punto di partenza.
Nota: si raccomanda di non modificare questa posizione onde evitare un disallineamento dei fori che verranno eseguiti successivamente!
Spegnere l’elettromandrino.
Creazione file G-Code relativo ai fori
Dal menu file di PCBMill selezionare Open drill:

Si aprirà un menu nel quale si dovrà selezionare la voce Read drill file:
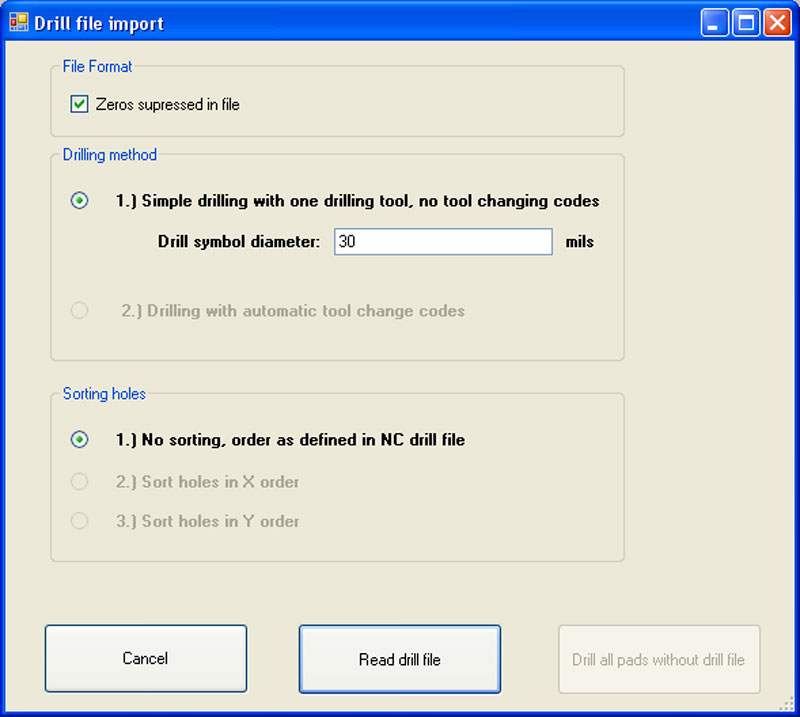
Caricare il file relativo ai fori del PCB di cui si è effettuata la scontornatura delle piste mediante fresatura (es Drill Data.drl).
Il software creerà automaticamente il relativo G-Code mostrando con dei punti rossi i fori che verranno realizzati.

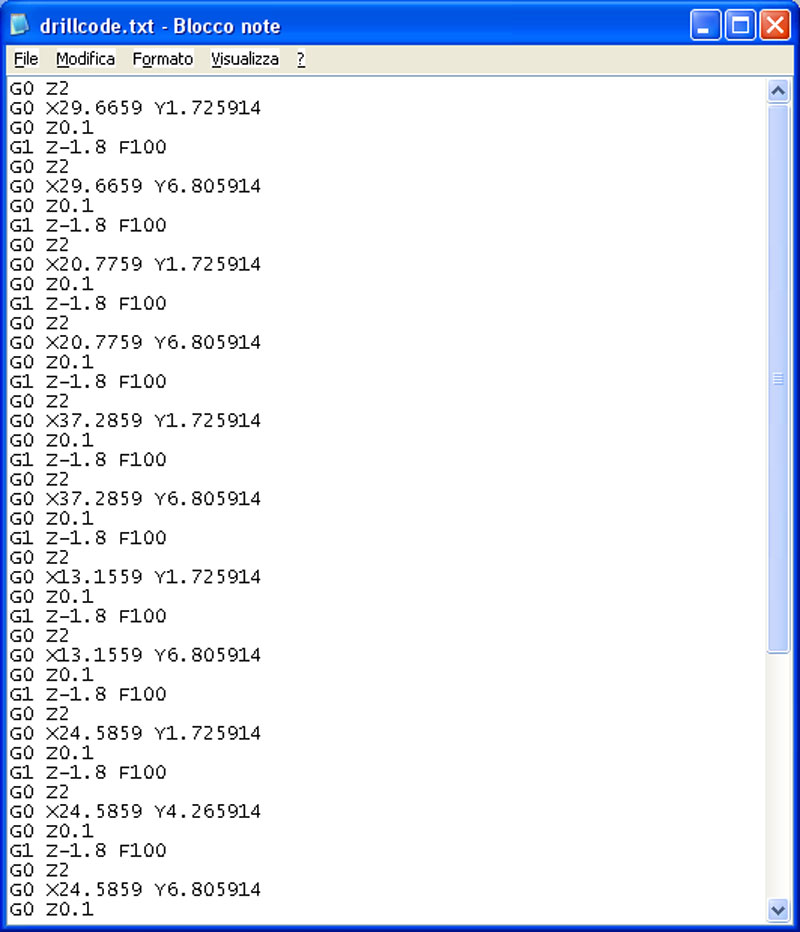
Esportare il file selezionando la voce Export -> Drill G-Code.

Il file generato da PCBMill visibile nell’immagine seguente deve essere importato nel G-Code Editor di Repetier-Host (semplicemente con un copia incolla).
In questo caso il file importato non deve essere modificato. Nella finestra di visualizzazione 3D appariranno i percorsi dell’utensile di foratura (Mostra Filamento e Mostra percorso devono essere attivi).

Seguire la stessa procedura utilizzata per la modifica del G-Code relativa all’incisione delle piste ovvero inserire nella prima riga il seguente codice
G92 X0 Y0 Z0 ;offset del sistema di coordinate, imposta X0 Y0 Z0 come punto di partenza;
e nella seconda quest’altro
G01 F500 ;movimento lineare con velocità di 500 mm/min
Ora scorrere l’intero G-Code fino a raggiungere l’ultima riga; cliccare su quest’ultima e premere invio. Verrà creata una nuova riga vuota dove dovrà essere inserito il seguente comando:
G01 X0 Y0 F500 ;torna alla posizione X0 Y0 con movimento lineare di 500 mm/min) e salvarlo.
Sollevare di una decina di centimetri l’asse Z agendo sui tasti del controllo manuale (attenzione a non muovere X e Y!!) e sostituire il bulino con una punta per foratura di adeguato diametro (ad esempio 0,8 mm).
Dopo aver serrato la punta nel mandrino, far scendere nuovamente l’asse Z fino a posizionare la punta a circa 1-2 mm dalla piastra ramata. Ora, accendere l’elettromandrino e ruotare manualmente (molto lentamente) l’albero del motore Z per abbassare il braccio della macchina fino a sfiorare con la punta il PCB. Il punto di contatto dovrebbe coincidere con il punto di contatto precedentemente definito con l’utensile per incisione.
Nota: si consiglia di eseguire questa operazione manualmente onde evitare di rompere la punta a causa di un’errata selezione dell’avanzamento dal pannello di controllo manuale di Repetier-Host.
Ora premere il pulsante “Avvia Lavoro” di Repetier-Host; la macchina eseguirà la foratura prevista per il PCB terminata la quale si riposizionerà nelle coordinate X0 Y0.
Spegnere l’elettromandrino.
Il PCB è stato realizzato dalla macchina esattamente come da progetto!
Torna alla pagina principale.