
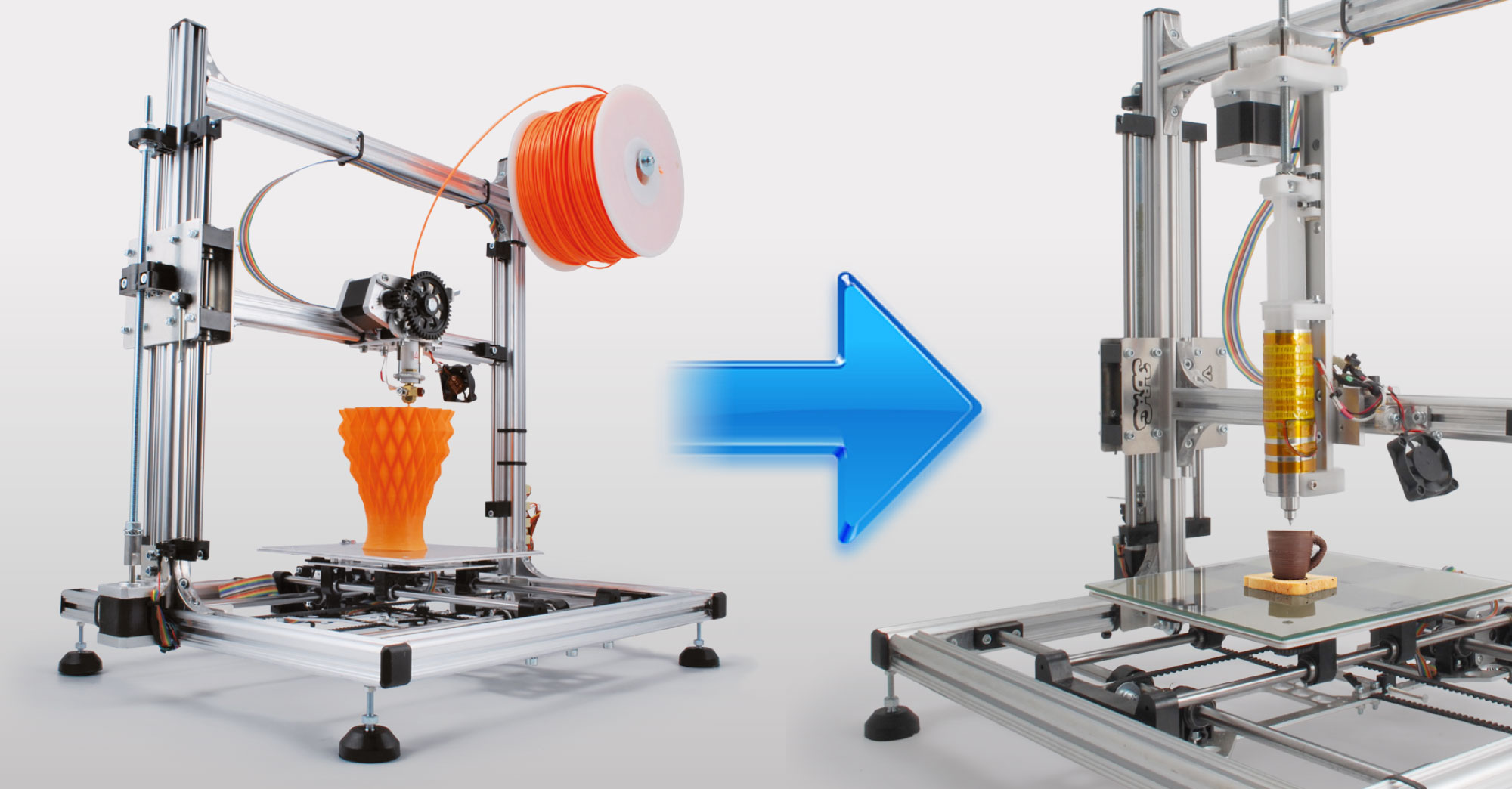
Per consentire alla 3Drag di stampare oggetti in cioccolato, abbiamo realizzato un estrusore speciale (da sostituire a quello utilizzato per estrudere materiali plastici) dotato di una comunissima siringa da 60 ml, il cui pistone viene azionato mediante un motore passo passo NEMA17, e di riscaldatore cilindrico per mantenere ad una temperatura di circa 32-33 °C il cioccolato (di tipo fondente) contenuto nella siringa.
Il cioccolato per poter essere estruso attraverso l’ago della siringa (avente un diametro interno di soli 0,9mm) deve essere sciolto; la fusione si ottiene attivando opportunamente il riscaldatore in cui è inserita la siringa senza superare la soglia dei 33°C onde evitare di far perdere la “tempra” al cioccolato (di tipo fondente). Per questo motivo la scheda di controllo rileva costantemente la temperatura del riscaldatore mediante un termistore NTC da 100Kohm installato direttamente sul corpo del cilindro riscaldatore in alluminio.
La perdita di “Tempra” del cioccolato impedirebbe di stampare oggetti che si sviluppano in altezza poiché il cioccolato stesso non riuscirebbe a solidificare a temperatura ambiente (24-27°C).
Il cioccolato al latte e quello bianco richiedono temperature di fusione (senza perdita di tempra) più basse.
Maggiori info relative al cioccolato disponibili a questi link:
http://bressanini-lescienze.blogautore.espresso.repubblica.it/2008/04/18/cioccolato-iii-la-scienza/
http://www.coquinaria.it/archivio/cioccolato/temperaggio.html
Guarda la stampante in azione
DESCRIZIONE COMPONENTI ESTRUSORE PER CIOCCOLATO
L’estrusore è sostanzialmente composto dai seguenti elementi:
– Siringa da 60ml per uso medico con attacco centrale “Luer Lock”(marca FarmaTexa) al quale viene applicato un ago standard da 1.2mm opportunamente accorciato (L totale= 35mm);

– Corpo cilindrico in alluminio con diametro esterno di 35mm ed interno di 31,6mm, opportunamente forato su cui viene avvolta una cartuccia riscaldante di tipo “flat” di SparkFun con tensione di alimentazione di 5Vdc;

– Blocchetto cilindrico in alluminio (in cui viene alloggiata una cartuccia riscaldante cilindrica 15V/33W) opportunamente forato;


– Camicia copri ago (ricavata da un tondino di alluminio) che permette di “tenere caldo” l’ago della siringa durante la stampa;



– Guida in alluminio IGUS (cod. NS-01-27) da 27x300mm che rappresenta anche l’elemento portante di tutta l’unità di estrusione;
– Pattino IGUS (serie 27 cod. NW-02-27) a cui viene ancorato il pistone della siringa mediante un’apposita staffa realizzata in Delrin;
– Piastra in alluminio da 4mm di spessore per il fissaggio della ruota dentata;
– Staffa angolare in alluminio per fissaggio dell’estrusore al braccio della stampante 3Drag;
– Barra filettata M8x190mm per azionamento pistone siringa;
– 2 cuscinetti a sfere 8x22x7mm con parapolvere;

– Supporti per il fissaggio del riscaldatore, della siringa e del motore, ruota dentata a 43 denti (Ø66,2mm) e pignone a 10 denti (Ø 17,6mm) realizzati in Delrin.
(DISEGNI QUOTATI DEI VARI ELEMENTI MECCANICI )

– Motore NEMA17 da 2,5A, cartuccia riscaldante 15V/33W, cartuccia riscaldante tipo “Flat” (opzionale, utile nel caso in cui la stampante venga utilizzata in ambienti particolarmente freddi) e termistore NTC assiale 100Kohm;

MONTAGGIO CORPO ESTRUSORE
Per l’assemblaggio dei vari elementi dell’estrusore è necessario seguire la procedura di seguito descritta (prima di procedere si consiglia di sgrassare con detersivo per stoviglie e disinfettare tutti gli elementi in alluminio e in plastica presenti nel kit).
Inserire il blocchetto cilindrico nell’estremità forata del cilindro in alluminio (l’elemento potrebbe già essere stato inserito dalla fabbrica) allineando i fori esterni con quelli interni.

Sfilare dai cavetti della cartuccia riscaldante le due guaine in fibra di vetro mostrate in figura.

Tagliare a metà i due tubetti con il tronchesino. Infilare nuovamente sui cavetti della cartuccia 2 dei 4 tubetti di guaina così ottenuti.

Tagliare a metà i cavetti della cartuccia riscaldante.

Spelare 2mm circa un’estremità dei 2 cavetti sciolti e stagnarla. Piegare come mostrato in foto i reofori dell’NTC e pareggiarli con un tronchesino.

Saldare i 2 cavetti ai reofori dell’NTC quindi coprire le saldature con i tubetti di guaina in fibra di vetro precedentemente tagliati. Il sensore NTC così completato verrà utilizzato successivamente.

Inserire la cartuccia riscaldante nel blocchetto dallo stesso lato visibile in foto quindi bloccarla con un grano M3 (verificare che quest’ultimo non sia già avvitato nella propria sede).

Infilare sull’estremità della guida (avente un foro svasato) il supporto in Delrin per il riscaldatore, allinearlo con il foro della guida e fissarlo mediante una vite M4x20 TSE completa di rondella dentata e dado M4.
Nota: la guida in alluminio deve essere inserita a forza nel particolare in Delrin. Per agevolare l’operazione è possibile utilizzare una mazzetta in gomma.



Applicare la clip in Delrin per siringa (in corrispondenza del quarto foro della guida) e fissarla mediante una vite M4x20 TSE completa di rondella dentata e dado M4.

Per ultimo infilare il pattino nella guida.

Inserire un cuscinetto nella sede presente nel supporto motore (per mandarlo completamente in battuta è possibile utilizzare una morsa).


Infilare quindi sull’estremità libera della guida il supporto in Delrin per il motore con il cuscinetto rivolto all’esterno.
Nota: anche in questo caso la guida in alluminio deve essere inserita a forza nel particolare in Delrin. Per agevolare l’operazione è possibile utilizzare una mazzetta in gomma.

Inserire nell’apposita sede del supporto appena montato, una rondella piana M4, un dado M4 e di seguito infilare nel foro della guida una vite M4x25 TSE completa di rondella dentata M4 come visibile in foto. Avvitare la vite nel dado e serrarla bene in modo da bloccare in posizione il supporto.

Inserire il cuscinetto anche nella sede della piastra in alluminio visibile in foto.

Avvitare parzialmente il grano M4x6 nell’apposito foro filettato del pignone (verificare che non sia già stato inserito dalla fabbrica) quindi infilare quest’ultimo sul perno del motore (non incluso nel kit) fino ad allinearlo con l’estremità del perno stesso. Con una chiave a brugola adatta stringere il grano senza esagerare onde evitare di strappare il filetto o di deformare il pignone.

Nota: il motore passo passo NEMA17 da 2,5A può essere acquistato separatamente da Futura Group srl (cod. STEPMOT3DRAG) oppure è possibile utilizzare quello presente sull’estrusore di serie della stampante.
Montare il motore passo-passo (con i cavi rivolti come in foto) sul supporto in Delrin mediante 4 viti M3x16 TE che, per il momento, non devono essere avvitate a fondo ma semplicemente puntate a mano (per permettere il successivo posizionamento del motore stesso).

Avvitare parzialmente, nel foro del pattino rivolto verso la clip per siringa, una vite M4x20 TCE completa di dado e rondella dentata M4 e nell’altro una vite M4x10 TCE completa di rondella dentata.

Applicare sul pattino l’apposita staffa in Delrin infilandola lateralmente come mostrato in figura (le due rondelle devono rimanere sopra la staffa e quest’ultima deve essere centrata rispetto al pattino).



Stringere a fondo con una chiave a brugola (senza esagerare) la vite più corta. Avvitare la vite più lunga quanto basta per posizionare l’estremità della sua testa a 12mm dalla guida.


Stringere con una chiave fissa da 7mm il dado M4 tenendo ferma la vite con una chiave a brugola. Verificare che il pattino possa scorrere liberamente lungo la guida.

Inserire nell’apposita sede della guida in Delrin un dado autobloccante M8.

Infilare la barra filettata M8 nel cuscinetto montato sul supporto motore e di seguito avvitare per un paio di centimetri (sull’estremità rivolta verso il pattino) un dado M8. Ora inserire sulla barra stessa una rondella dentata ed una piana M8 come visibile in foto.

Avvitare la barra filettata nel dado autobloccante senza far fuoriuscire la sua estremità dal dado stesso (la barra può essere ruotata con una pinza avendo cura di proteggere il filetto con una striscia in gomma).


Con una mano tenere fermo il supporto in Delrin montato sul pattino e con l’altra stringere il dado M8 utilizzando una chiave fissa da 13mm (non stringere eccessivamente).


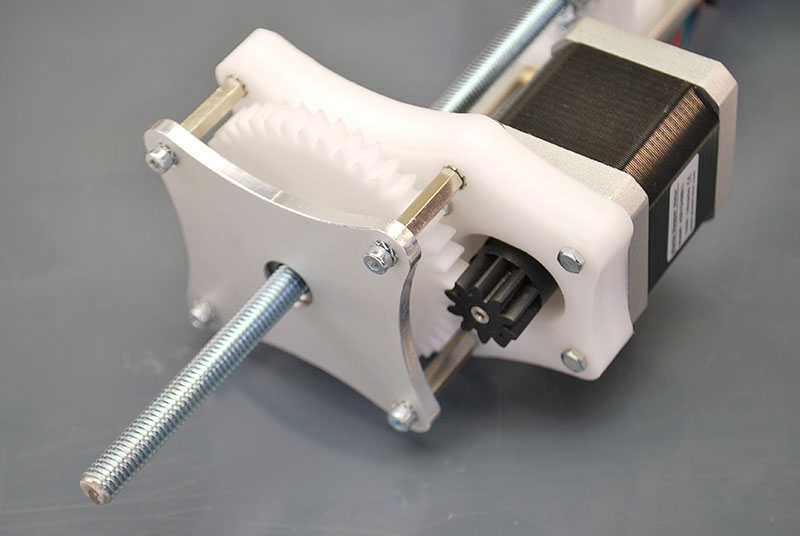
Inserire sulla barra filettata (lato supporto motore) una rondella piana 8×16 e di seguito la ruota dentata in Delrin con la sede esagonale rivolta verso l’esterno come visibile in foto.

Ora avvitare sulla barra un dado M8 che dovrà essere inserito nell’apposita sede esagonale della ruota dentata.

Posizionare il motore in modo da ottenere il corretto accoppiamento tra la ruota dentata e il pignone (essi devono ruotare liberamente senza sforzare e senza impuntarsi) quindi bloccarlo in posizione stringendo con una chiave fissa da 5,5mm le 4 viti M3 a testa esagonale.
Inserire nei 4 fori del supporto motore 4 viti M3x20 TC, successivamente infilare su ciascuna di esse una rondella piana M3 ed una dentata (che fungono da spessore) e per ultimo il distanziale esagonale F/F da 20mm come visibile in foto.
Avvitare i distanziali quanto basta per bloccarli.

Fissare ai distanziali la piastra in alluminio (con cuscinetto) utilizzando 4 viti M3x12 TCE complete di rondelle dentate M3.
Nota: con le 4 viti completamente serrate la ruota dentata deve poter ruotare liberamente senza oscillare sul proprio asse. In caso contrario distanziare correttamente la piastra in alluminio eliminando o aggiungendo rondelle tra i distanziali esagonali (nel kit sono incluse 4 rondelle M3 dentate supplementari).
Prendere 2 viti M3x20 ed inserire su ciascuna una rondella 3×9 bloccandola contro la testa mediante un dado M3.

Inserire le due viti nei due fori presenti sulla clip per siringa, precedentemente fissata alla guida in alluminio, e bloccatele mediante una rondella dentata M3 ed un dado M3 come visibile in foto.

Le 2 rondelle 3×9 hanno la funzione di bloccare la siringa nella clip impedendole di scorrere verso l’alto nel momento in cui viene estratto lo stantuffo. È quindi necessario verificare che il bordo della siringa stessa, una volta installata, riesca ad inserirsi sotto a queste rondelle.

Se necessario, con una pinza incurvare leggermente verso l’alto le rondelle per agevolare l’inserimento del bordo della siringa.


Fissare l’angolare in alluminio alla guida mediante due viti M4x10 a testa svasata come mostrato in foto.

Nota: verificare che la staffa sia in squadra con la guida. In caso contrario allentare leggermente le viti e correggere l’angolo.

Applicare sul cilindro in alluminio (a circa 35mm dall’estremità inferiore) il termistore NTC a cui sono stati precedentemente saldati 2 cavetti quindi fissarlo con del nastro Kapton o altro nastro adesivo (non incluso) in grado di mantenere le proprie caratteristiche anche con temperature prossime ai 40°C.


Nota: sul cilindro porta-siringa è anche possibile avvolgere una cartuccia riscaldante supplementare (opzionale, cod. COM11288) di tipo “flat” con tensione di alimentazione di 5 Vdc (visibile nella foto seguente) che consente un riscaldamento ancora più uniforme della siringa, utile nel caso in cui la stampante venga utilizzata in ambienti particolarmente freddi. In questo caso, la cartuccia riscaldante deve essere collegata in SERIE alla cartuccia a cilindro. Anche in questo caso per il fissaggio utilizzare del nastro Kapton o altro nastro adesivo in grado di mantenere le proprie caratteristiche anche con temperature prossime ai 40°C.
Le immagini seguenti mostrano il cilindro completo di cartuccia tipo “flat”.


Fissare il cilindro completo al relativo supporto (con i cavetti rivolti verso la guida) mediante 2 viti M4x12 a testa cilindrica che devono essere strette quanto basta per ottenere un movimento leggermente “frenato” del cilindro. Non esercitare eccessiva forza onde evitare di danneggiare il particolare in alluminio.


Esempio con cartuccia tipo “flat” installata.

Infilare sull’ago della siringa l’apposita “camicia in alluminio” quindi inserire la siringa nel cilindro.


La siringa deve essere libera di oscillare frontalmente per circa 30°-45°.
Esempio con cartuccia tipo “flat” installata.

Verificare il corretto montaggio delle parti controllando che la siringa si blocchi correttamente in posizione: per fare ciò inclinare il cilindro verso la guida in alluminio ed allineare le alette della siringa alla relativa clip quindi estrarre o inserire il pistone quanto basta per consentire l’inserimento dell’estremità dell’asta nella relativa sede prevista sul pattino, come mostrato nelle seguenti immagini.



Nota: l’asta a croce del pistone deve essere ruotata in modo che la testa della vite di bloccaggio, presente sul pattino, possa trattenere la sua estremità senza problemi come visibile in foto.
Prendere la stampante 3D e tagliare le fascette plastiche che fissano il cablaggio elettrico al braccio della stampante in prossimità dell’estrusore.

Scollegare dal cablaggio macchina (dissaldando i cavetti) il riscaldatore, il sensore NTC e il motore dell’estrusore per materiale plastico installato (non serve scollegare la ventola) annotando su un foglio il colore dei fili dei collegamenti originali. Infilare su ciascun conduttore del cablaggio macchina un tubetto di termorestringente Ø2,5mm lungo 15mm circa quindi saldare i 2 conduttori relativi al riscaldatore ad una coppia di morsetti, i 2 relativi all’NTC ad un’altra coppia di morsetti e i 4 previsti per il motore a due coppie unite di morsetti (rispettare la sequenza del flat cable: Blu – Verde – Giallo – Arancione). Per facilitare i collegamenti, è possibile applicare sui morsetti una sottile etichetta con indicato il dispositivo da collegare (es. NTC, MOT, RISC….).

L’operazione successiva riguarda la rimozione del corpo estrusore esistente dal braccio della stampante. L’estrusore è fissato ad una staffa la quale, a suo volta è fissata al braccio orizzontale della stampante mediante 2 viti M5. Prima della rimozione fare un segno con la matita sul braccio della stampante che identifica la posizione originale dell’ugello (ovvero il centro della staffa che sorregge l’estrusore) per consentire il corretto posizionamento dell’ago della siringa e permettere in futuro di riposizionare l’estrusore nella corretta posizione.

Rimuovere dalla stampante l’estrusore svitando le 2 viti di fissaggio come mostrato in foto.

Allentare anche le due viti di fissaggio della ventola per poterla spostare sull’estremità destra del braccio quanto basta per consentire il montaggio del nuovo estrusore.

Infilare 2 dadi quadri M5 nella cava superiore del braccio della stampante.

Posizionare l’estrusore per cioccolato sul braccio in modo che l’ago della siringa (ovvero il centro dell’angolare) risulti allineato con il riferimento precedentemente tracciato con la matita.
Fissare l’unità al braccio della stampante mediante 2 viti M5x16 a testa cilindrica complete di una rondella dentata M5 e 2 rondelle piane 5×10.

Effettuare i collegamenti elettrici alla macchina della cartuccia riscaldante e dell’NTC dell’estrusore dopo aver spelato, stagnato e raggruppato con delle fascette piccole i relativi cavetti.
Nota: se si utilizzano due cartucce riscaldanti (quella cilindrica e quella tipo “flat”) queste devono essere collegate in serie tra di loro e l’elemento così ottenuto deve essere collegato ai morsetti previsti per la cartuccia riscaldante.

Attorcigliare tra di loro i 4 fili del motore passo passo quindi collegarli direttamente ai relativi morsetti rispettando i colori dei conduttori (fili motore -> fili flat cable: Blu con Blu, Rosso con Verde, Verde con Giallo, Nero con Arancione).
Nota: se si utilizza un motore Nema17, i cui cavetti sono stati accorciati (come ad esempio quello recuperato dall’estrusore di serie della stampante), per poter raggiungere i morsetti è necessario prolungare i relativi conduttori tramite lo spezzone di flat cable a 4 vie incluso nel kit. In questo caso si raccomanda di fare molta attenzione onde evitare di invertire i collegamenti causando il danneggiamento del relativo driver. Raggruppare i conduttori del motore con fascette.

Fissare il cablaggio al braccio utilizzando le fascette avanzate.

Terminato il cablaggio la macchina si dovrebbe presentare come visibile nelle seguenti immagini.



Regolare il finecorsa dell’asse Z in modo che dopo il comando di HOME l’ago della siringa risulti sollevato dal piatto di circa 1mm. Se la regolazione della vite di fine corsa non dovesse essere sufficiente, modificare la posizione del braccio rispetto al carrello dell’asse Z allentando le relative viti di fissaggio.
Applicare sulla barra filettata dell’estrusore olio fine per macchine da cucire mentre sulla ruota dentata e sul pignone spruzzare un po’ di lubrificante al silicone.
Le modifiche meccaniche alla stampante terminano qui. Per operare in condizioni igieniche ottimali, si consiglia di installare sul piatto di stampa l’apposito pannello in vetro venduto da Futura Group srl (cod. GP8200) facilmente lavabile con detergenti per stoviglie e disinfettabile.
Prima dell’utilizzo si consiglia di pulire e disinfettare accuratamente, l’ago, la camicia copri ago in alluminio e tutto ciò che potrebbe venire a contatto con il cioccolato.
Per poter utilizzare la 3Drag come stampante per cioccolato è necessario effettuare anche l’aggiornamento firmware della scheda elettronica.
Il firmware “Marlin versione V1 ( LCD ON, Choco ON)” può essere scaricato direttamente dalla sezione Software (in cui sono raccolte tutte le versioni disponibili) dove troverete anche la relativa Procedura di aggiornamento.
Ovviamente il firmware della scheda può essere cambiato a proprio piacimento tutte le volte che lo si desidera, in funzione dell’estrusore montato sulla stampante.
Sarà inoltre necessario impostare correttamente i parametri di stampa. Per rendervi più agevole il lavoro, abbiamo reso disponibile le Configurazioni standard.
MODIFICHE AL FIRMWARE PER STAMPARE IL CIOCCOLATO
Per operare col cioccolato è necessario permettere al riscaldatore di raggiungere temperature molto più basse rispetto a quelle solitamente in uso con materiali plastici. Infatti ricordiamo che il firmware Marlin nasce per il controllo di stampanti 3D a fusione di filamento plastico e include tutta una serie di protezioni tra le quali quella che impedisce di estrudere il materiale al di sotto dei 170°C. Dovendo sciogliere il cioccolato ad una temperatura di circa 33°C (quello fondente) dobbiamo modificare l’istruzione #define EXTRUDE_MINTEMP 170 in #define EXTRUDE_MINTEMP 10, questa modifica sposta la soglia di protezione da 170°C a 10°C.
Un’altra modifica firmware necessaria riguarda gli step/mm del motore dell’estrusore, imposta dalla sua differente conformazione meccanica. L’istruzione da ritoccare è #define DEFAULT_AXIS_STEPS_PER_UNIT {64.25,64.25,2560,600} che permettono un’estrusione fluida del cioccolato
L’ultimo parametro (600) indica la velocità di rotazione del motore. Per ottenere un’estrusione adeguata è necessario ridurre di 10 volte questo parametro, pertanto l’istruzione corretta diventerà #define DEFAULT_AXIS_STEPS_PER_UNIT {64.25,64.25,2560,60}
Un’ulteriore modifica riguarda il PID per il controllo della temperatura: per evitare che questa oscilli eccessivamente, modifichiamo il parametro P, ovvero l’istruzione #define DEFAULT_Kp 22.2 portandola a #define DEFAULT_Kp 32.2
Questo valore è stato calcolato empiricamente e durante le stampe da noi effettuate ha dato risultati soddisfacenti.
DALL’STL ALL’OGGETTO IN CIOCCOLATO
Per poter stampare un oggetto in cioccolato bisogna tener presente che i tempi di raffreddamento dei vari strati sono molto più lunghi rispetto alla stampa con plastica. Consigliamo pertanto una velocità di stampa non superiore ai 20 mm/sec per consentire ai singoli strati di cioccolato di raffreddarsi.
Nei parametri di slicer bisogna impostare un diametro ugello di 0,9mm (è possibile anche impostare un 0,8mm per “imbrogliare” lo slicer e quindi ottenere stampe più rifinite) , un’altezza di layer di 0,7mm e una temperatura dell’estrusore non superiore ai 35°C nel caso si utilizzi cioccolato fondente (con altri tipi di cioccolato la temperatura da impostare è inferiore).
Come anche per le stampe 3D in plastica saranno necessarie diverse prove per ottenere i risultati ottimali.
I parametri di configurazione dipendono anche dalla forma dell’oggetto, dal tipo e dalla qualità del cioccolato utilizzato e dalla temperatura ambiente in cui opera la stampante.
Pertanto la definizione dei parametri è frutto dell’esperienza personale acquisita via via in questo campo.
Ad ogni modo la stampa di oggetti con dimensioni x-y ridotte ma con z elevati, rallenta il processo di raffreddamento del cioccolato, pertanto potrebbe essere necessario dirigere sull’oggetto un flusso di aria fredda (generabile mediante un piccolo sistema di refrigerazione a celle di Peltier – non incluso) per abbassare rapidamente la temperatura degli ultimi strati di cioccolato depositati, scongiurando così il collassamento della struttura.
PREPARAZIONE DEL CIOCCOLATO NELLA SIRINGA
Prima di cominciare con la stampa è necessario accendere con un certo anticipo la stampante ed attivare il riscaldatore per permettere a tutto il cilindro di raggiungere la temperatura necessaria (di norma impostata a 34°C per il cioccolato fondente). Riempire quindi la siringa con del cioccolato fuso, la cui temperatura non deve superare i 33°C (per il cioccolato fondente). In alternativa è possibile inserire delle gocce di cioccolato fondente che possono essere sciolte immergendo in acqua calda (<33°C) la siringa chiusa in un sacchetto ermeticamente sigillato. Dopo aver espulso eventuali bolle d’aria ed aver applicato l’ago, inserire la siringa nell’apposito cilindro agganciando correttamente la relativa asta al sistema di azionamento. Azionare da software l’estrusione di qualche cm di cioccolato dopodiché avviare la stampa.
Nota: se si stampano oggetti di cioccolato su fette di pane, biscotti o altri oggetti che non siano il piatto, è necessario regolare il finecorsa dell’asse Z in modo tale che il piano di riferimento per l’HOME di detto asse coincida con la superficie dell’oggetto stesso regolando manualmente, se necessario, l’altezza dell’estrusore agendo sulla barra filettata dell’asse Z.
Terminato il cioccolato a disposizione, rimuovere la siringa dall’estrusore (con una mano afferrare la guida in alluminio e con l’altra tirare verso di se l’asta del pistone per estrarla dalla propria sede). Durante l’estrazione assicurarsi di non far cadere inavvertitamente la camicia copri ago onde evitare che si danneggi.
Nota: per evitare di deformare la guida in alluminio, interrompere l’estrusione non appena lo stantuffo della siringa ha raggiunto il limite massimo inferiore.
Per riprendere il lavoro, arretrare completamente il pattino spingi-asta, riattivare il riscaldatore, inserire nuovamente la siringa riempita con cioccolato e ripetere le operazioni sopra descritte.
Guarda il video: