
Per utilizzare la 3Drag come fresa CNC è necessario conoscere a fondo il funzionamento della stampante ed il relativo software di gestione (Repetier-Host); per questo motivo si rimanda alle altre sezioni di questo sito e agli articoli presentati sulla rivista “Elettronica In”.
Modifiche meccaniche da apportare alla 3Drag per consentire il montaggio dell’elettromandrino PROXXON IBS/E.
(L’elettromandrino PROXXON IBS/E può essere acquistato presso le migliori ferramenta e nei centri fai da te).
La prima operazione consiste nello stampare con la 3Drag l’apposita staffa per l’elettromandrino PROXXON IBS/E il cui file può essere scaricato gratuitamente dai seguenti link (file stl; file skp). La staffa, dotata di collare con foro da 20 mm, permette di fissare alla struttura qualsiasi elettromandrino con collare cilindrico avente lo stesso diametro.
Per fissare altri tipi di elettromandrini (ad esempio Dremel) è necessario modificare il collare della staffa creando lo stesso tipo di filetto presente sull’elettroutensile (modificando il file skp).
Per utilizzare la 3Drag modificata come fresa CNC è necessario che il piano di lavoro sia perfettamente complanare con l’utensile al fine di ottenere una incisione uniforme di tutto il circuito stampato.
A tal fine è necessario effettuare una regolazione particolarmente precisa come descriveremo in seguito. Per tale regolazione potrà anche essere utilizzato un comparatore che andrà montato sulla stessa staffa dell’elettroutensile mediante di un adattatore stampabile con la stessa 3Drag e che, ovviamente, andrà realizzato prima di apportare le modifiche meccaniche descritte in seguito.
I file di tale adattatore sono disponibili ai seguenti link (file stl; file skp).
Raccomandiamo, dunque, di stampare uno o entrambi i pezzi plastici prima di procedere con le modifiche della stampante.
L’elettromandrino viene alimentato mediante tensione di rete e non necessita di alcun collegamento elettrico alla macchina. L’accensione e lo spegnimento dell’utensile deve essere effettuata manualmente tramite l’apposito interruttore in dotazione.
MATERIALE E ATTREZZI NECESSARI PER EFFETTUARE LE MODIFICHE MECCANICHE
Per trasformare la stampante in fresa CNC è necessario prima di tutto avere a disposizione l’attrezzatura, le minuterie metalliche e i vari elementi (visibili in foto) di cui riportiamo l’elenco completo.

Attrezzi:
– Calibro centesimale a corsoio
– Chiave fissa misura 10 – 11 mm
– Chiave a brugola misura 4 e 5 mm
– Squadra con lato da almeno 150 mm.
Minuterie metalliche:
– Pz. 2 vite a testa cilindrica cilindrica M5 x 40
– Pz. 1 vite a testa cilindrica M6 x 35
– Pz. 2 rondella dentata M5
– Pz. 2 rondella piane M5 x 20
– Pz. 1 rondella piana M5
– Pz. 2 rondella piana M6
– Pz. 1 dado autobloccante M6.
Varie:
– Elettromandrino PROXXON IBS/E (o altro modello)
– Staffa per elettromandrino stampata con la 3Drag (con collare idoneo all’elettroutensile)
– Adattatore per fissaggio comparatore, stampato con la 3Drag (opzionale)
– Illuminatore (opzionale; per illuminare il piano di lavoro è possibile utilizzare una comune lampada)
– Lastra di vetro di forma quadrata da 200 mm di lato e circa 3 mm di spessore (è possibile utilizzare anche un normalissimo specchio di forma quadrata acquistabile presso IKEA – modello SÖRLI)
– Piano di forma quadrata, da 200 mm di lato e circa 10 mm di spessore, in legno (MDF, multistrato…) o materiale plastico (forex, poliuretano espanso…) privo di gobbe, cunette o altre deformazioni.
– Nastro biadesivo.
LE MODIFICHE MECCANICHE
Inserire un dado M5 zincato nella cava superiore del braccio sfruttando l’apertura presente tra il profilo in alluminio e il supporto plastico frontale.

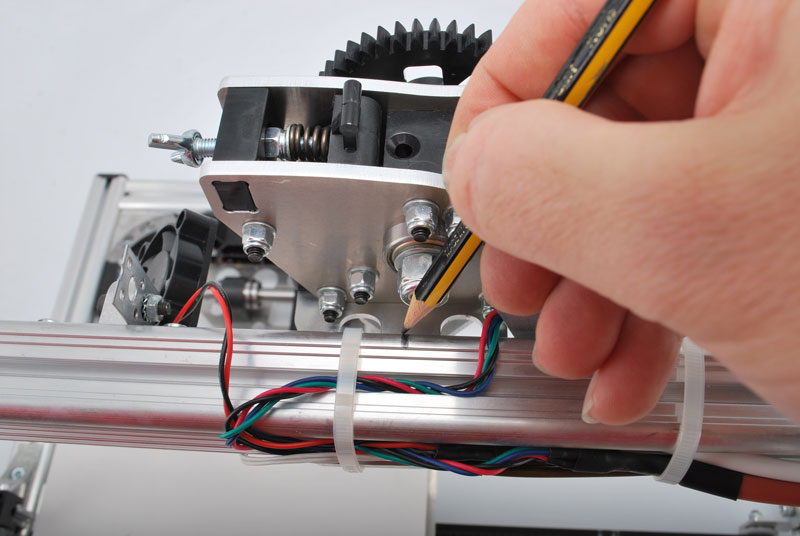
L’operazione successiva riguarda lo spostamento del corpo estrusore dalla posizione originaria. L’estrusore è fissato ad una staffa la quale, a suo volta è fissata al braccio orizzontale della stampante mediante 2 viti M5. Prima dello spostamento fare un segno con la matita sul braccio della stampante in corrispondenza della mezzeria della staffa che regge l’estrusore (per consentire in futuro di riposizionare l’estrusore nella corretta posizione). Tagliare ed eliminare le fascette plastiche che fissano il cablaggio al braccio.
Svitare con una chiave a brugola e rimuovere le 2 viti di fissaggio che vincolano la staffa al braccio.


Allentare anche le due viti di fissaggio della ventola indicate dalle frecce rosse.

Spostare il corpo estrusore sopra il braccio completamente a sinistra (come mostrato in foto). Spostare dallo stesso lato anche la ventola.
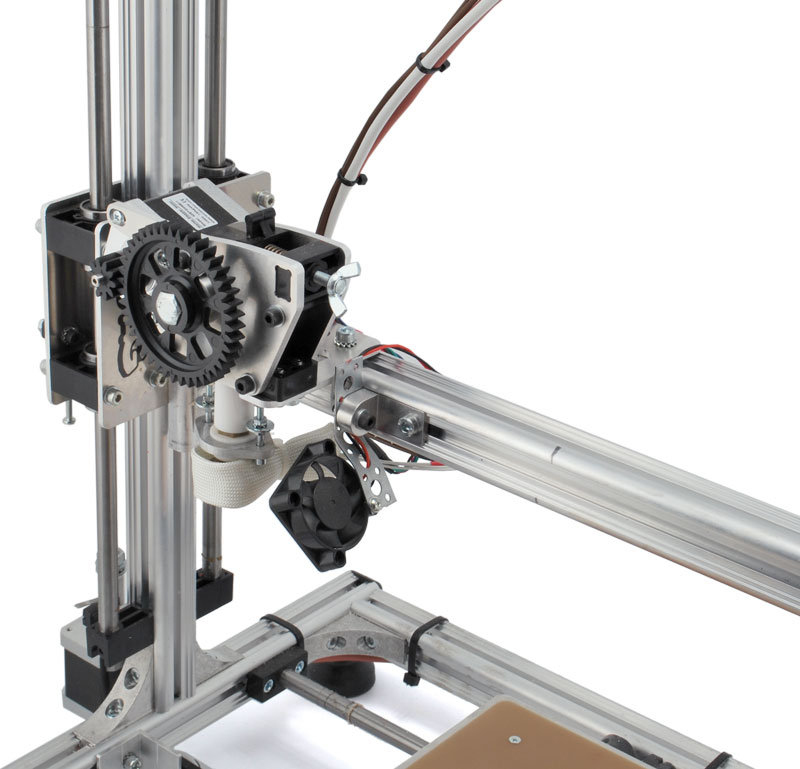
In questo modo l’ugello dell’estrusore verrà allontanato sufficientemente dal piano di lavoro rimanendo bloccato alla struttura.
Inserire in un foro della staffa una vite M5 (indicata dalla freccia rossa) che dovrà essere avvitata nel dado M5 precedentemente inserito nel braccio.

Stringere le viti interessate per assicurare gli elementi al braccio e fissare nuovamente i cavi con fascette plastiche.
Nota: si suggerisce di ricoprire con una pellicola trasparente (domopak o con un altro sistema di protezione) l’intero corpo estrusore per ripararlo dalle polveri che si generano durante le operazioni di fresatura del PCB.
Nella parte frontale della staffa, deve essere inserita una vite a testa cilindrica M6 x 35 (completa di 2 rondelle piane e di dado autobloccante M6) che servirà a stringere il collare per bloccare l’elettromandrino.

Prendere l’eventuale illuminatore ed inserire nell’unico foro disponibile una vite M5 x 40 completa di rondella dentata e, dall’altra parte, di rondella piana. Nota: per illuminare il piano di lavoro è anche possibile utilizzare una comune lampada. Note relative all’illuminatore: questo elemento può essere alimentato mediante un proprio alimentatore da rete in grado di fornire in uscita una tensione continua di 15 VDC oppure può sfruttare lo stesso alimentatore della scheda elettronica della 3Drag.


Inserire la vite di fissaggio dell’illuminatore in uno dei fori della staffa come visibile nella foto. Nell’altro foro inserire l’altra M5 x 40 completa di rondella dentata e due rondelle piane.

Montare sotto il braccio della stampante la staffa che sosterrà l’elettromandrino mediante le due viti a testa cilindrica M5 x 40 inserite in precedenza e avvitate ai due dadi quadri già presenti nel braccio previsti per il fissaggio dell’estrusore come visibile nella foto seguente.

Prima di stringere le viti, posizionare la staffa dell’elettromandrino con la mezzeria spostata di circa 1 cm verso sinistra rispetto al segno di riferimento, riportato a matita sul braccio, in modo che durante l’HOME, la posizione dell’elettromandrino risulti esterna al piatto, evitando così eventuali collisioni con l’utensile.


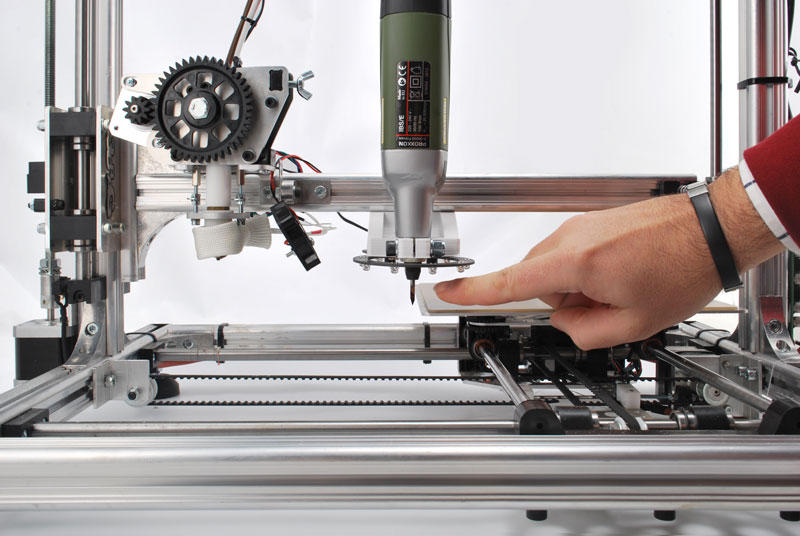
Inserire l’elettroutensile nel collare e, dopo averlo fissato al supporto plastico, inserire nel mandrino una qualsiasi punta e verificare che, nella posizione di HOME, non vi sia contatto tra l’utensile e il piano di lavoro.

Stringere quanto basta le viti di fissaggio della staffa

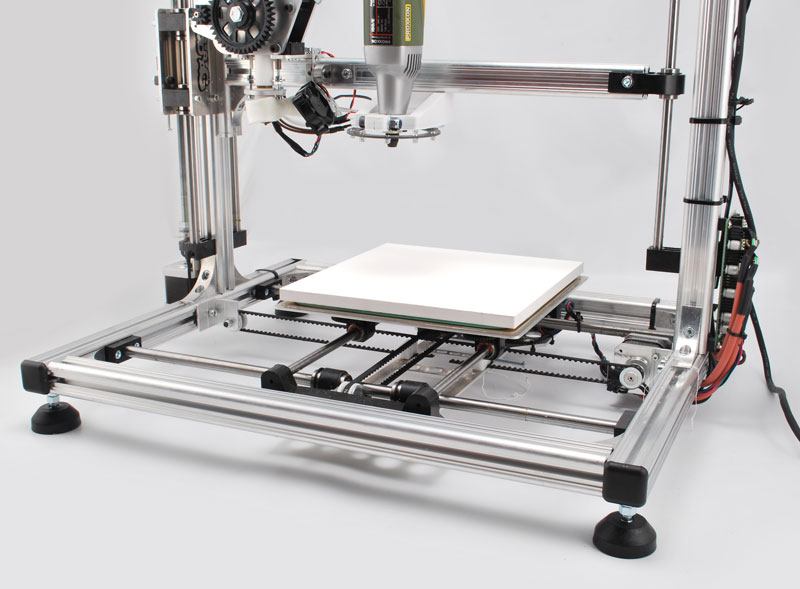
Applicare sul piatto di stampa, con un po’ di biadesivo, una lastra di vetro di forma quadrata da 200 mm di lato e circa 3 mm di spessore. In alternativa è possibile utilizzare anche un normalissimo specchio di forma quadrata acquistabile presso IKEA (modello SÖRLI 7,99€ 4 pz).


Fissare sul vetro/specchio un piano “sacrificale” di adeguato spessore (circa 1 cm) per poter eseguire le forature dei PCB senza danneggiare o rompere l’utensile. Detto piano potrebbe essere in MDF, forex, multistrato, ecc…privo di gobbe, cunette o altre deformazioni.
Nota: lo spessore deve essere tale da tenere sollevato il PCB quanto basta per eseguire le lavorazioni senza che venga azionato il finecorsa Z.
Consiglio: per verificare la regolarità del piano utilizzare una squadra o il corpo di un calibro.


Le modifiche meccaniche alla macchina terminano qui. Per poter utilizzare la 3Drag come fresa CNC è necessario effettuare anche l’aggiornamento firmware della scheda elettronica, in modo da consentire all’asse Z di assumere valori negativi rispetto alla posizione di zero. Per eseguire l’operazione occorre accedere alla sezione Software dove è possibile scaricare il firmware “Marlin versione V1 (Piatto riscaldato ON, LCD ON, Mill ON)” e la relativa Procedura di aggiornamento.
Nota: il firmware per trasformare la 3Drag in fresa CNC è disponibile solamente per la scheda di controllo di colore verde.
Nelle altre due sezioni descriviamo come creare i file G-code necessari realizzare i circuiti stampati mediante fresatura.
Per ripristinare la funzionalità come stampante 3D smontare gli elementi descritti in questa pagina e ricollocare l’estrusore nella posizione originale.
Torna alla pagina principale.